

In early 2007, I made a pencil sketch of a deep cut vertex turning icosahedron puzzle. I later realized this ground had been covered by others before in dodecahedron form, including Christopher Pelley, who coined the name "Pentultimate".
The first Pentultimate was completed on March 19th at around 8 PM.
Here's a little back story on how this puzzle was created.
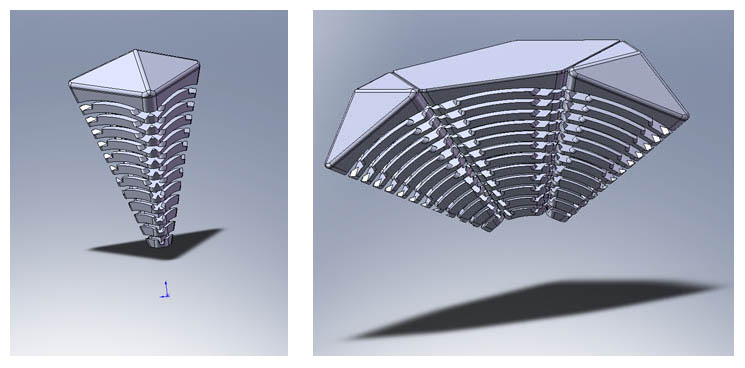
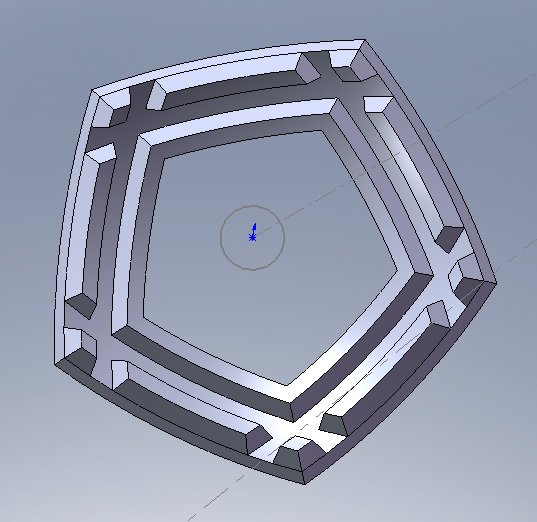
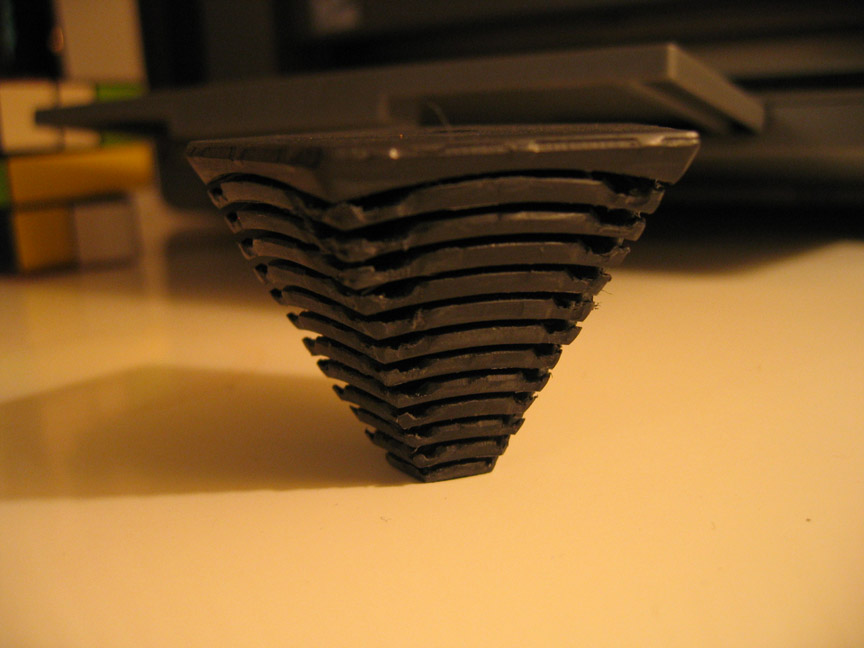
The Pentultimate mechanism is made of of 20 triangular and 12 pentagonal shard-like pieces. Every piece has 12 built in female grooves at 12 different vertical levels.
The grooves line up when the pentagonal pieces and the triangular pieces are placed together as shown.
Each pentagon owns one level of the track, and has male tabs protruding from one single distinct level. The tabs fit in the grooves of all the other parts.
Since each pentagon has male tabs at a distinct level, any pentagon can pass by any other pentagon, and the male tabs won't collide, being at different levels.
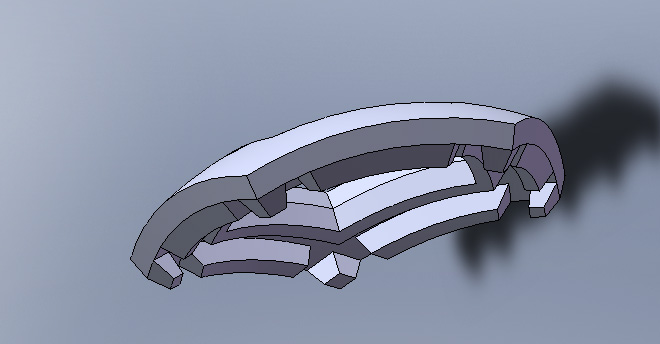
The male tabs (of 12 sizes) are modeled separately, and are designed to fit at their one distanct level perfectly. Shown here is the model for one of the tab levels.
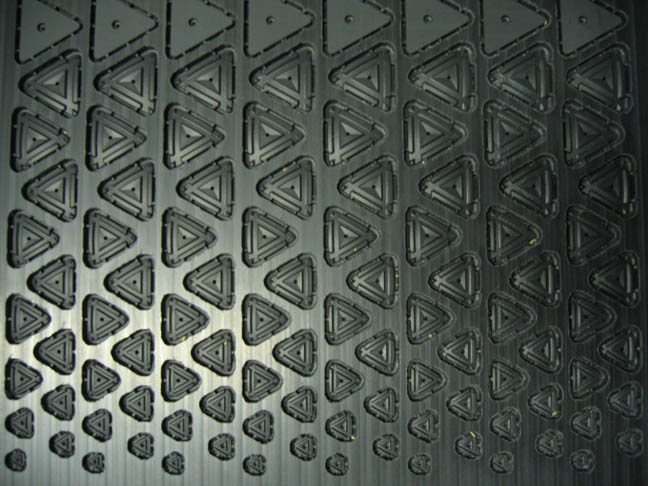
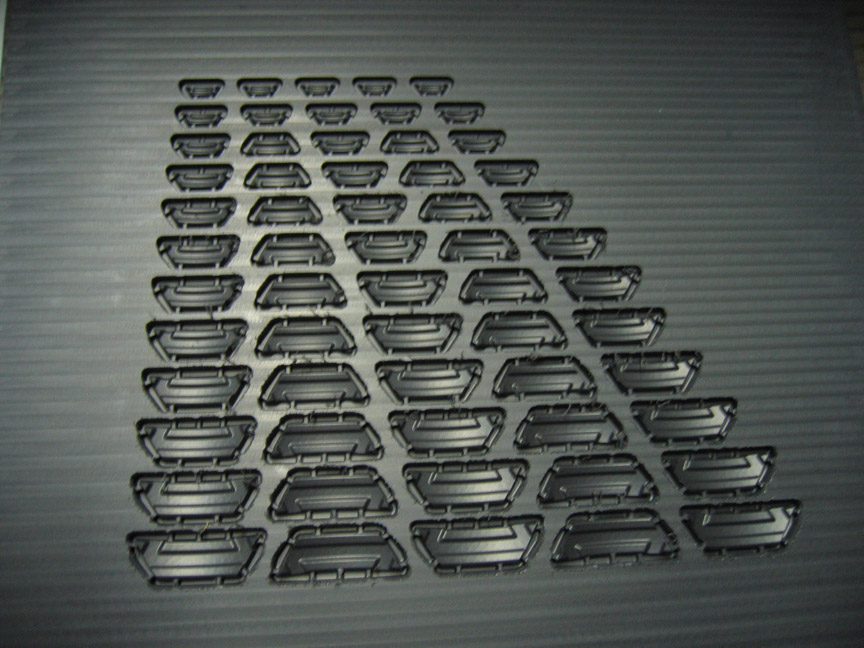
Because the parts contained multiple complex undercuts, they were broken up into machinable slices. The slices were imported into Maya as polygon geometry, and custom software was used to lay them out efficiently for milling and also add post support geometry.
The software automatically positions the parts for conservation of material, and determines how many support posts to add based on the part size.
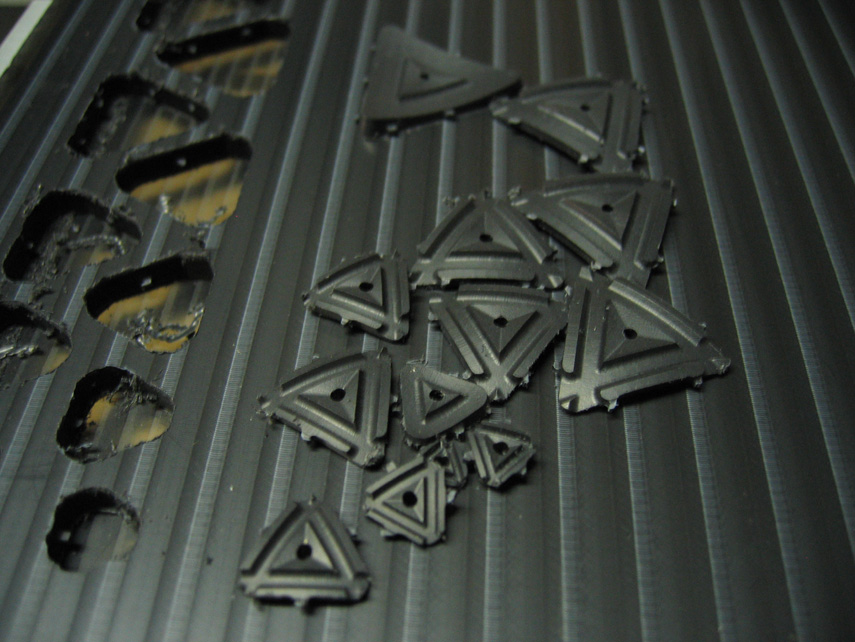
The triangles were done first. 13 different triangle sizes were modeled in Solidworks, as well as a triangular cap which adds the pentultimate vertex. Note the hole in each part. The hole has been carefully sized to thread to a #2 screw that will hold the stack of parts firmly together.
The triangles were machined from sheets of black ABS plastic. One sheet of triangles makes 8 full triangle stacks. One side was machined first, and then positioning pins were drilled and used to accurately flip the material over to machine the other side.
Each side took about a week for the machine to finish. Because of the long machining time, I decided to cast parts later to avoid machining all the pieces needed.

Once both sides of a row of parts were finished, the support bars were cut and sanded off.
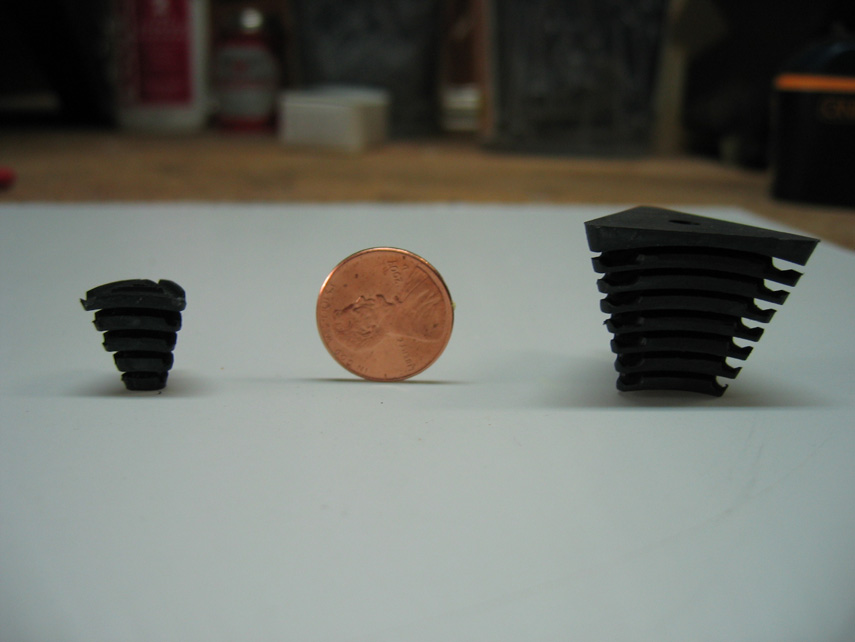
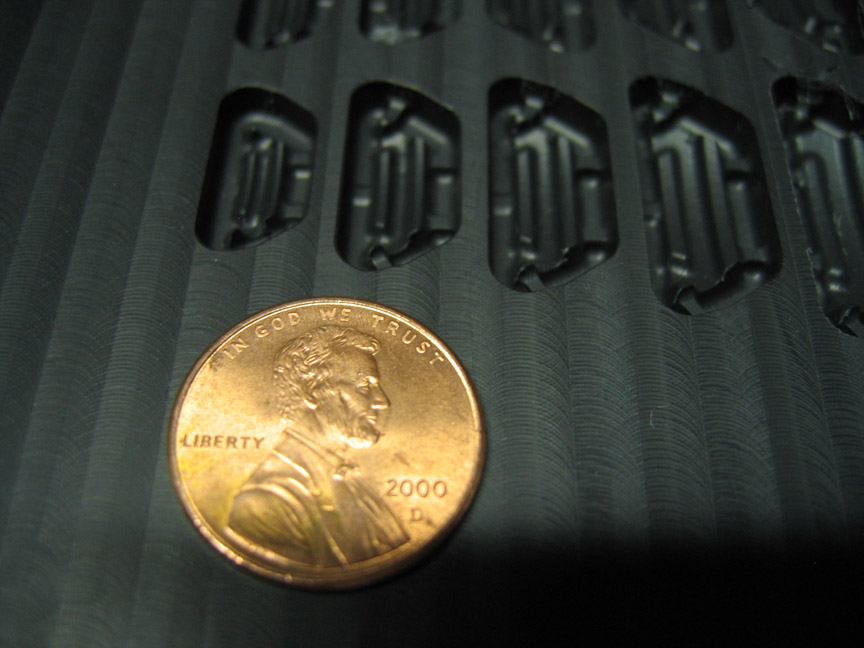
This photo shows a few of the triangle master parts stacked up, with a penny in the photo for size reference.
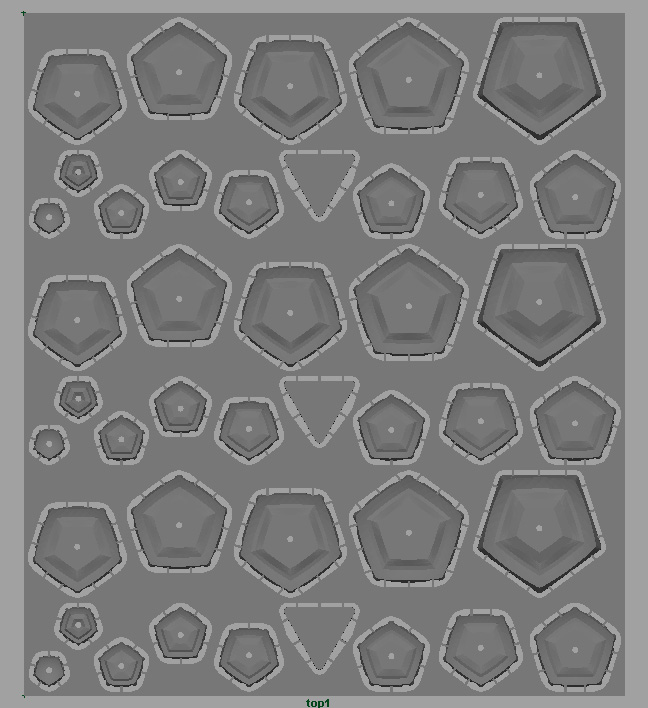
The same procedure was followed for the pentagons. The 13 different pentagon sizes were CAD modeled and laid out in custom software with supports for machining. This sheet produces 3 full pentagon stacks. Only one set was machined though, once I decided to cast parts in urethane to save time.
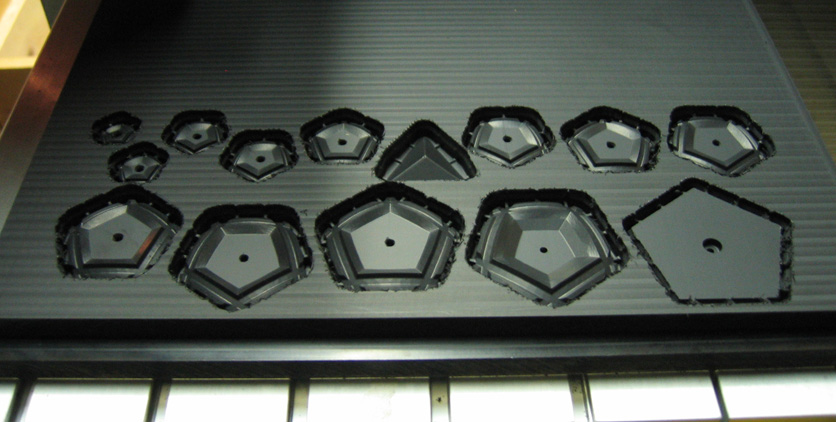
Seeing how they stack up:
Lego bricks were used to build retaining walls around the parts, leaving 1/2 to 3/4 of an inch around the parts
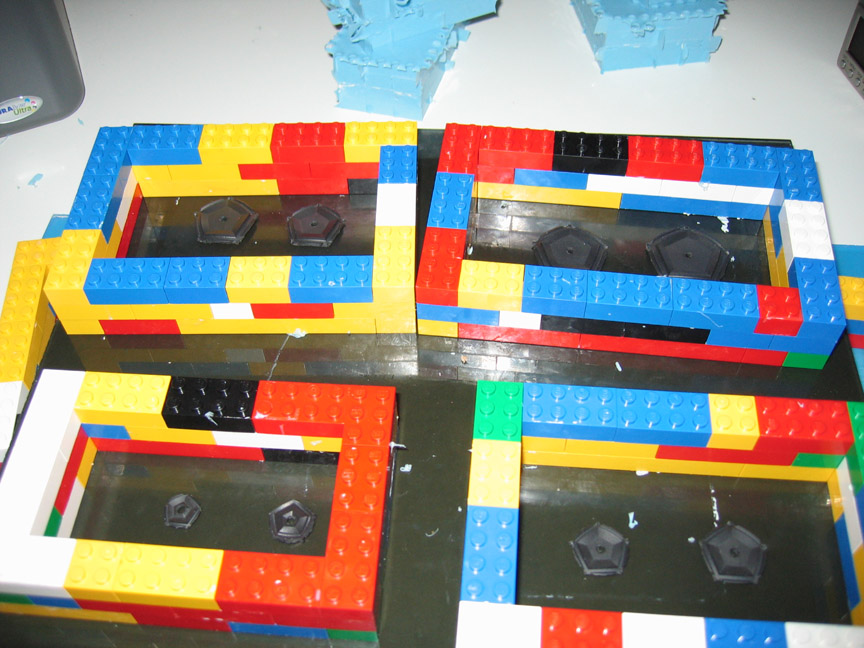
Soft white sulfur-free oil based clay was used to build the parting line. The clay separation must be as clean as possible to get flash-free castings later.


Once all the parts were prepared with clean parting lines and Lego walls, they were ready for silicone.

The silicone I used was a 2 part system with a 10:1 ratio by weight. After calculating the volume needed to fill my molds, I prepared the right amount of silicone.

After 24 hours, the molds were turned upside down, and the clay was removed. The silicone was uniformly coated with petroleum jelly.
Silicone will stick very well to silicone, so it's important to use the right rubber to rubber release.
My first batch of pentultimate molds were unusable because I used a universal release, and my molds glued shut.

14 individual 2 part molds were created from the machined masters.


I used alumilite black to cast the parts. Electrical tape was used to clamp the molds without deforming the silicone much.

I rotated the molds through a 5 stage assembly line; warming, preparing, pouring, curing, and removing.

Once cured, the parts were removed from the molds, and flashing was removed with a razor blade. Each part was then re-drilled with the appropriate size screw hole.
Only 430 left to go.

Parts were sorted into tackle boxes to keep them organized. Casting the parts took a few weeks to complete.

The tabs were all machined, since only one sheet of parts would be needed. Tabs of same size were laid out in rows, so that mill tool sizes could be changed for the smaller parts.
The smallest tabs required a 1/32 inch end mill.
To hold the parts in straight stacks for fastening together with a screw, jigs were required. The jigs were designed in Solidworks, keeping their size under the size of a "two-by-four".
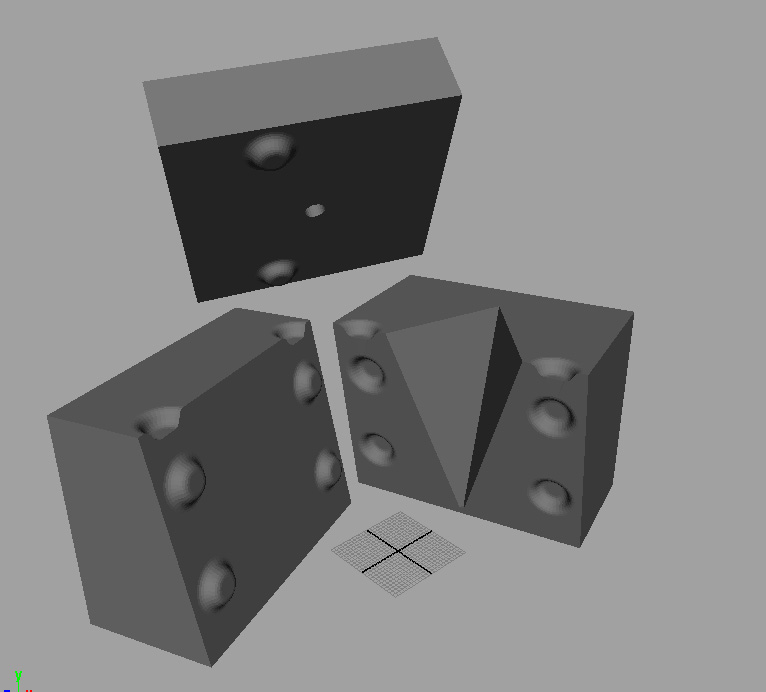
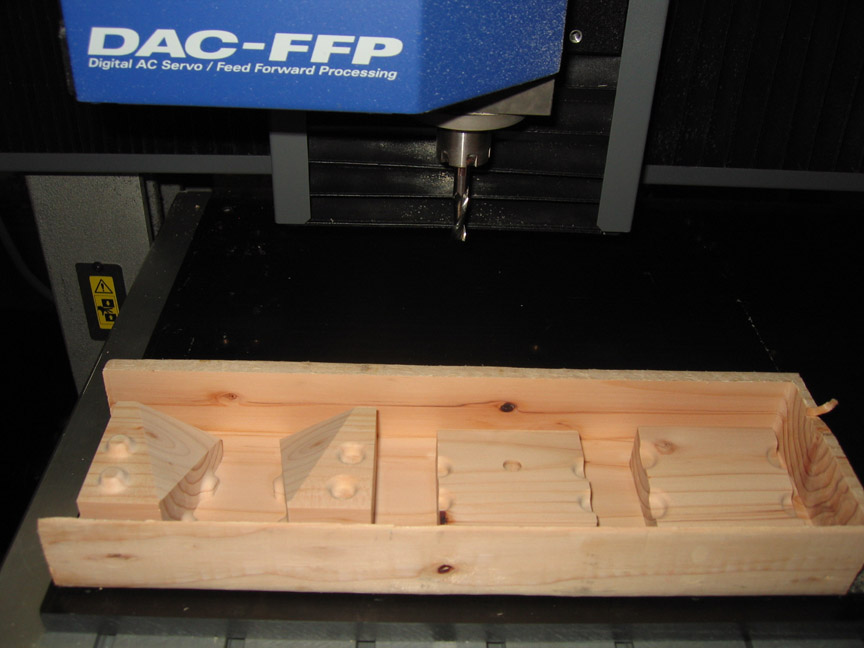
Then the jigs were machined from soft wood stock.
The parts were stacked up inside the jig.
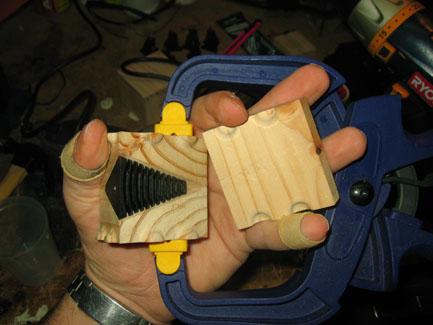
And the jig was clamped shut for driving the screw.
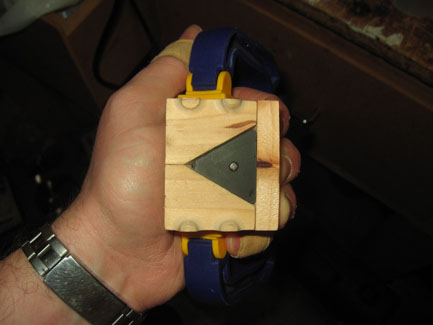
A jig was also made for the pentagonal pieces.

The pieces were stacked carefully inside.

And then a screw was driven through all the parts in the stack to fix them together.

Once all the parts and jigs were made, they were assembled with the correct size and length screw.
At this point, I discovered an error in machining, and realized that each triangle part was 0.13 mm too thin. The difference is very small, but the error stacks up.
Luckily, nylon washers were available at this thickness, so I used one between each triangle part.
את המשך השיעור ניתן לראות כאן
אין תגובות:
הוסף רשומת תגובה